
对于从事综合布线行业的人员来说,跳线是我们再熟悉不过的产品。跳线是管理子系统中很重要的组件,是配合配线架实现垂直干线和水平布线两个子系统交叉连接转换的重要部件,所以跳线的好坏在一定程度上决定了整条链路的传输性能高低。
在实际的弱电施工中,还存在着不少的朋友为节约成本而采用“硬线”两端直接打水晶头当跳线使用而放弃采用“原厂灌胶跳线”。好吧,咱先看看啥是““硬线”两端直接打水晶头”和“原厂灌胶跳线”:
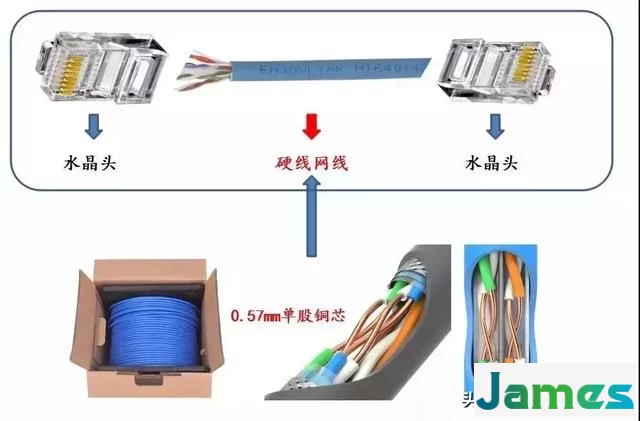
“硬线”两端直接打水晶头
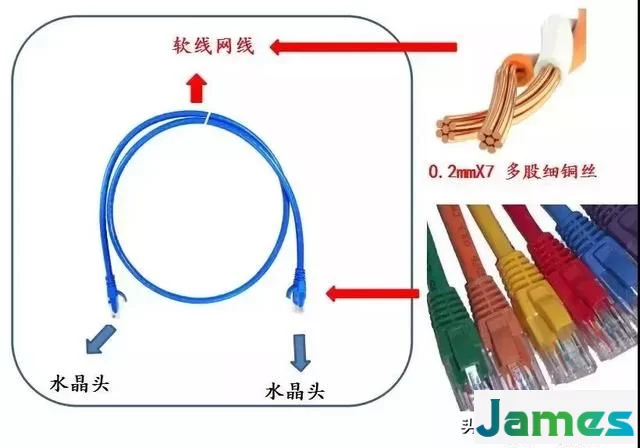
原厂灌胶跳线
咱今天就从以下几个方面来谈谈二者的区别:
一、材料
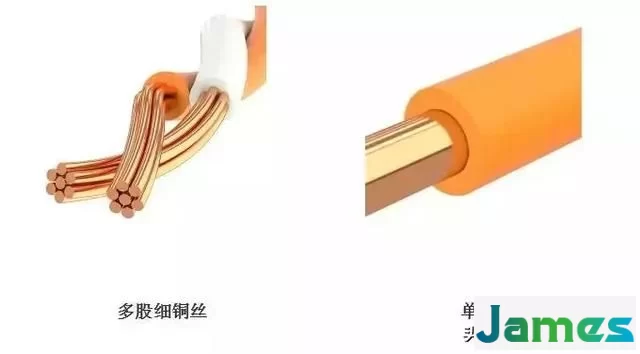
跳线,又叫跳接软线。因为跳线使用环境一般是在配线架、理线器、交换机之间跳接,路径较多弯曲打扭,所以为了方便跳线在复杂路径中能够从容布线而不损坏跳线本身结构,只能使跳线本身变得更柔软,而用多股细铜丝制作而成的跳线柔软度远远大于用单股硬线制成的“硬跳线”,这只是用多股细铜丝的一个小小的优势之一。
二、工艺
说起压水晶头大家应该都不陌生吧,不会压水晶头还好意思说自己是做弱电的?咱今天再来熟悉一下水晶头的结构,下图:

别看压个水晶头大家都会好像很简单的样子,但是大家都经常出现压硬线的时候压接不成功的事吧,比如:
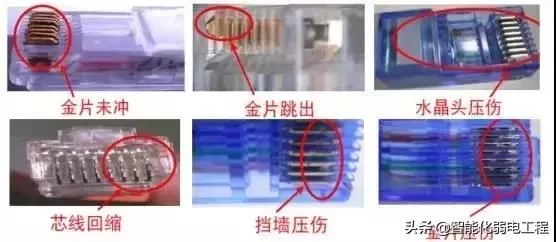
我这举的还只是水晶头出问题的例子,还有线没到位、线被压歪甚至压断等就不多说了。如果水晶头金片压接出问题时直接插入设备将直接造成设备端口损坏,交换机端口损坏的大部分原因就是来源于此。
水晶头损坏的交换机端口
手工用硬线制作的跳线会出现的问题,主要归结于两个方面:
1、现场施工如果采用硬线压接的话金片与铜径接触的时候完全是硬碰硬的接触,力度控制不好容易造成压断或压歪,或者直接损坏水晶头。这也是硬线压接主要的弊端;如果采用多股软线压接,压接的时候金片对多股铜丝的冲击会使多股铜丝分散从而对金片形成更好的容纳和包裹作用而形成更大的接触面以保证更好的传输。避免了硬线压断或者压歪的问题。
2、压接工具的选用,压线钳五金店随处可见,价格十几块一把到几千块一把不等,从这么明显的价格差距就可以看出压线的工具有多重要了吧。
接下来再来说说原厂灌胶跳线的压接工艺,看看其压接过程有何不同:

小金刚
工厂采用上图小金刚来进行压接以确保压接时的精度控制,将组装完成品的水晶头金片朝上依图面导入电动冲压机台上的小金刚治具中,使冲压机头将金片定位压接。冲压深度可以控制在:5.90~6.146mm之间进行精准冲压,冲压完成进行测试通过之后再进行灌胶护套成型使跳线接头稳固不可拔下。
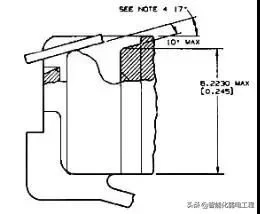
图片引用至FCC Part 68
三、测试
一般现场“硬线”两端直接打水晶头之后大家会直接插入设备使用或者顶多用个小测线器测个通断就直接插入设备使用。再来看看这个常见的测线器:
该测线器只有测试通断功能,并不能对跳线性能进行测试,哪怕水晶头压得很差金片只接触到一点点铜芯都是可以通过测试,但达不到相对应的传输性能。

测线器
原厂灌胶跳线的制作过程会进行两轮测试,第一轮用导通测试仪接通情况的优良程度并进行区分,通过测试的良品进行下一步护套成型,成型成功的良品再进行第二轮FLUKE测试,对跳线的插损回损等各项数据进行全性能测试,通过测试后进行下一步包装工序,不通过测试需返工重来。
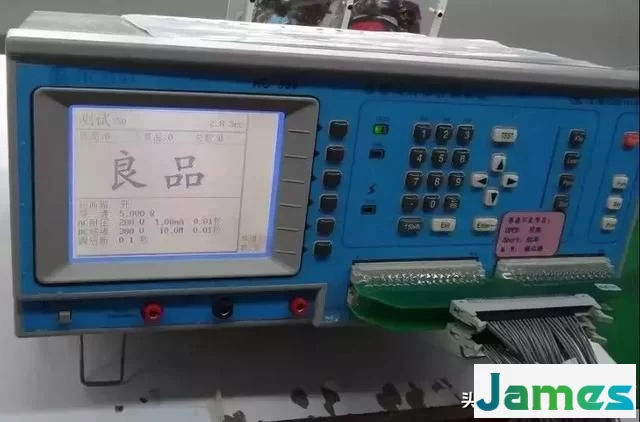
导通测试仪

FLUKE

工艺流程图
经过以上对比,您现在能区分跳线的好坏了吗?



